
The correction data from “tool presetter” is saved, and “support software” of files are output as NC programs (G10).
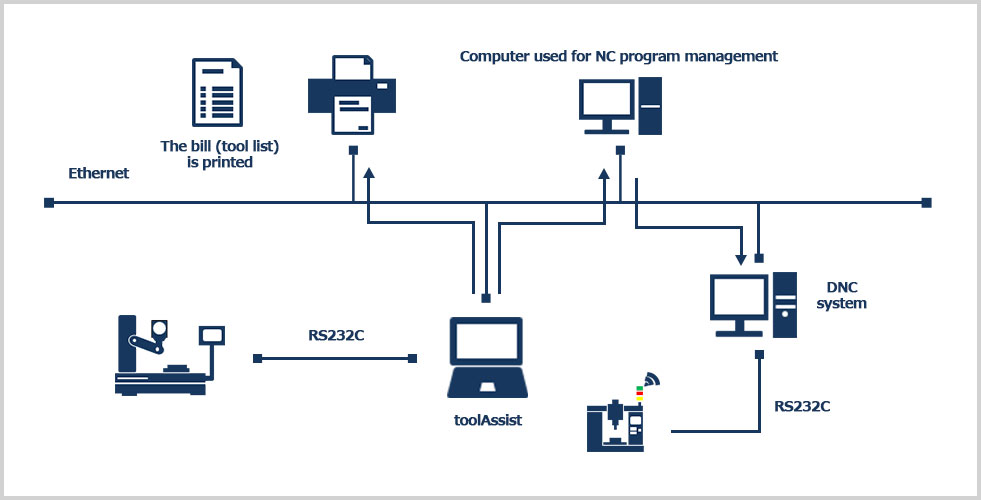
* The tool presetter is connected with the computer via RS-232C interface.
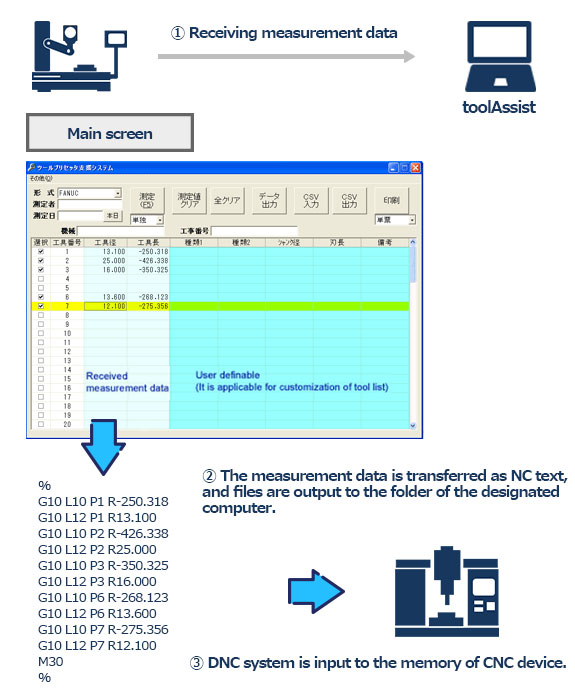
The variables are adopted to formulate measurement data formats of outputs (20 formats definable).
{usable variables list }
| #T-NO# | tool No |
|---|---|
| #X-DATA# | diameter correction |
| #Z-DATA# | length correction |
| #U1-DATA# | USER1 |
| #U2-DATA# | USER2 |
| #U3-DATA# | USER2 |
| #U4-DATA# | USER3 |
| #U5-DATA# | USER4 |
Download of remote support software
Request for demonstration


Copyright Ⓒ 2019 Reverse DataSystem Co.,Ltd. All Rights Reserved.

